Strzał ze stali szlifierskiej




Model/rozmiar:0,4-2,5 mm
Szczegóły produktu:
Stalowy śrut do szlifowania stopowego oparty jest na śrutu ze stali wysokowęglowej, śrutu ze stali niskowęglowej i śrutu ze stali niskowanadowej, biorąc pod uwagę fatalną słabość powyższych produktów: otwór wentylacyjny, pęknięcia, różnica twardości, opracowanie nowych produktów poprzez badanie technologia kucia, może wybrać inny materiał w zależności od zastosowania, jego koszt zależy od obszaru zastosowania, może przedłużyć żywotność, ma wysoką wydajność kosztową. strzały z drutu stalowego są dostępne w trzech różnych twardościach: 45-50 HRC , 50-55 HRC i 55-60 HRC o rozmiarach od 0,20 mm do 2,50 mm.Nasze śruty cięte są zgodne z SAE J441, AMS 2431 i VDFI 8001.
Kluczowe dane techniczne:
| ROZMIAR: | 0,2-2,5 mm |
| TWARDOŚĆ: | HRC40-50 HRC45-55 HRC50-60 HRC>60 |
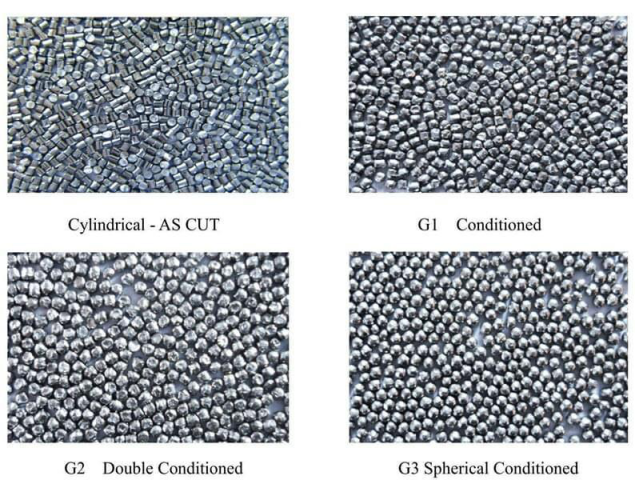
| KSZTAŁT | Kondycjonowane G1 Podwójnie kondycjonowany G2 Kulisty G3 |
| PROJEKT | SPECYFIKACJA | METODA BADANIA | |||
| SKŁAD CHEMICZNY | C | 0,45-0,75% | P | <0,04% | ISO 9556:1989 ISO 439: 1982 ISO 629: 1982 ISO 10714:1992 |
|
| Si | 0,10-0,30% | Cr | / |
|
|
| Mn | 0,40-1,5% | Mo | / |
|
|
| S | <0,04% | Ni | / |
|
| MIKROTRUKTURA | Martenzyt lub troozyt lub zdeformowany perlit | GB/T 19816,5-2005 | |||
| Gęstość | ≥7,40g/cm³ | GB/T 19816.4-2005 | |||
| FORMA ZEWNĘTRZNA | Jednorodny rozmiar, doskonały połysk, kształt kuli | Wizualny | |||
Dlaczego warto wybrać śrut do szlifowania stopów?
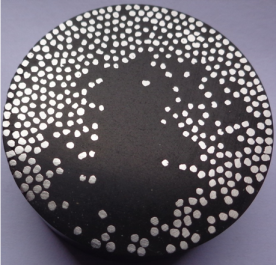
Przekrój śrutu szlifierskiego

Przekrój śrutu stalowego
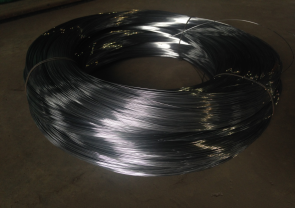
Surowce do śrutowania

Surowce do śrutu stalowego
①,Wykonany jest z kutego drutu stalowego, bez otworu wentylacyjnego, pęknięć i różnicy twardości.
②, Zgodnie z różnymi wymaganiami różnych dziedzin, możemy wybrać różne materiały z drutu stalowego.
③,Śrut szlifierski jest bardziej odporny, a żywotność jest 1,5 razy większa od śrutu stalowego.
④,Obrabiany przedmiot oczyszczony śrutem szlifierskim jest srebrnobiały, a powierzchnia oczyszczona śrutem stalowym staje się ciemnoszara.
⑤,Efekt czyszczenia jest dokładniejszy niż w przypadku śrutu staliwnego i nie ma potrzeby wtórnego czyszczenia.Po oczyszczeniu chropowatość obrabianego przedmiotu spełnia wymagania.
⑥,Ze względu na zalety braku otworu powietrznego, brak pęknięć i niełatwe do zerwania w ścierniwo kucie szlifowanie śrutu stalowego, ilość wypełnienia w procesie piaskowania jest mniejsza, pył w procesie piaskowania jest mniejszy, pracochłonność pracy jest niska , a zanieczyszczenie środowiska można zmniejszyć.
Porównanie zalet
|
| Śrut ze stali niskowęglowej | Szlifowanie śrutu stalowego | Śrut ze stali wysokowęglowej |
| C | 0,08-0,20 | 0,45-0,75 | 0,80-1,20 |
| S | ≤0,05 | <0,03 | ≤0,05 |
| Mn | 0,35-1,50 | 0,50-1,50 | 0,50-1,20 |
| P | ≤0,05 | <0,03 | ≤0,05 |
| Si | 0,10-2,00 | 0,30-0,60 | ≥0,40 |
| HRC | 40-50 | 40-60/50-60 | 40-50 |
| Zasolenie | ≤45mg/㎡ | ≤18mg/㎡ | ≤45mg/㎡ |
| zmęczenie życia | 4000-4200 | 5400-5800 | 2500-2800 |





